What Is a Ring and Pinion Pattern?
The ring and pinion pattern refers to:
- The location of contact (toe vs. heel)
- The position along tooth height (face vs. flank)
- The shape and size of the contact patch
- Whether the pattern differs between the drive side and coast side
A proper pattern confirms correct:
- Pinion depth
- Backlash
- Carrier bearing preload
- Pinion bearing preload
It is not sufficient to measure backlash alone. A gearset may show acceptable backlash yet still have incorrect pinion depth, resulting in an improper contact pattern and gear noise.

Understanding Gear Tooth Terminology
- Toe – Inner end of the tooth (closest to ring gear center)
- Heel – Outer end of the tooth
- Face – Top portion of the tooth (outer diameter)
- Flank – Root portion of the tooth (toward the base)
- Drive side – Convex side of the tooth under acceleration
- Coast side – Concave side under deceleration
When checking a ring and pinion pattern, always evaluate both the drive and coast sides.
Why the Ring and Pinion Pattern Matters
An incorrect contact pattern creates uneven load distribution. Because hypoid gears operate with sliding and rolling motion simultaneously, misalignment significantly increases friction and heat.
- Gear whine during acceleration or deceleration
- Premature tooth pitting
- Excessive metal debris in gear oil
- Bearing overload
- Broken gear teeth
A correct pattern reduces NVH (noise, vibration, and harshness), especially important in passenger vehicles and performance builds where drivetrain noise is unacceptable.
Tools Required to Check the Pattern
- Gear marking compound (yellow or white compound preferred)
- Brush or applicator
- Breaker bar to rotate the pinion
- Resistance on the ring gear (rag or load tool)
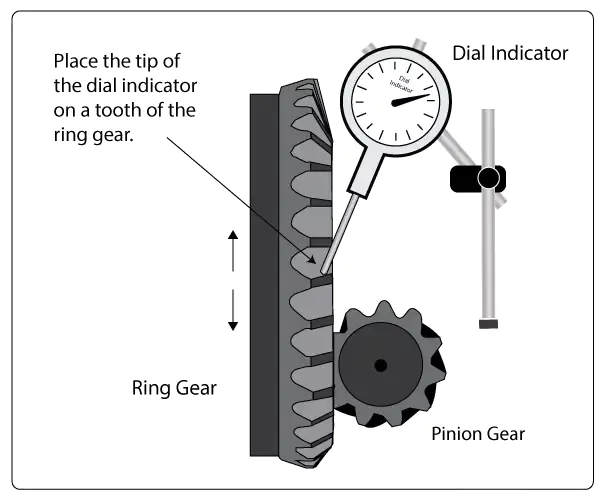
- Dial indicator (for backlash measurement)
- Inch-pound torque wrench (for bearing preload)
Without applying rotational resistance while turning the gearset, the contact pattern will be misleading. The load forces the teeth into realistic contact positions.
How to Check a Ring and Pinion Pattern Step by Step
1. Apply Marking Compound
Apply a thin, even coat of marking compound to 3–4 ring gear teeth in multiple locations around the gear. Avoid excessive compound; a thin layer yields clearer results.
2. Apply Rotational Resistance
Use a dedicated test machine to hold the ring gear and pinion in place. The machine drives the gears forward and backward for several full rotations, allowing the tooth contact pattern to develop clearly under controlled movement.
3. Observe the Pattern
Inspect both the drive side and coast side patterns. Look for:
- Horizontal position (toe vs. heel)
- Vertical position (face vs. flank)
- Pattern symmetry
- Contact length
Repeat the process at least twice to confirm consistency.
What a Correct Ring and Pinion Pattern Looks Like
A proper pattern typically appears:
- Centered between toe and heel
- Slightly biased toward the toe (acceptable in many setups)
- Centered between face and flank
- Oval-shaped and evenly distributed
- Similar size on drive and coast sides
However, acceptable pattern characteristics vary slightly by manufacturer. Always consult technical specifications for the specific axle model.
Common Ring and Pinion Pattern Problems and Corrections
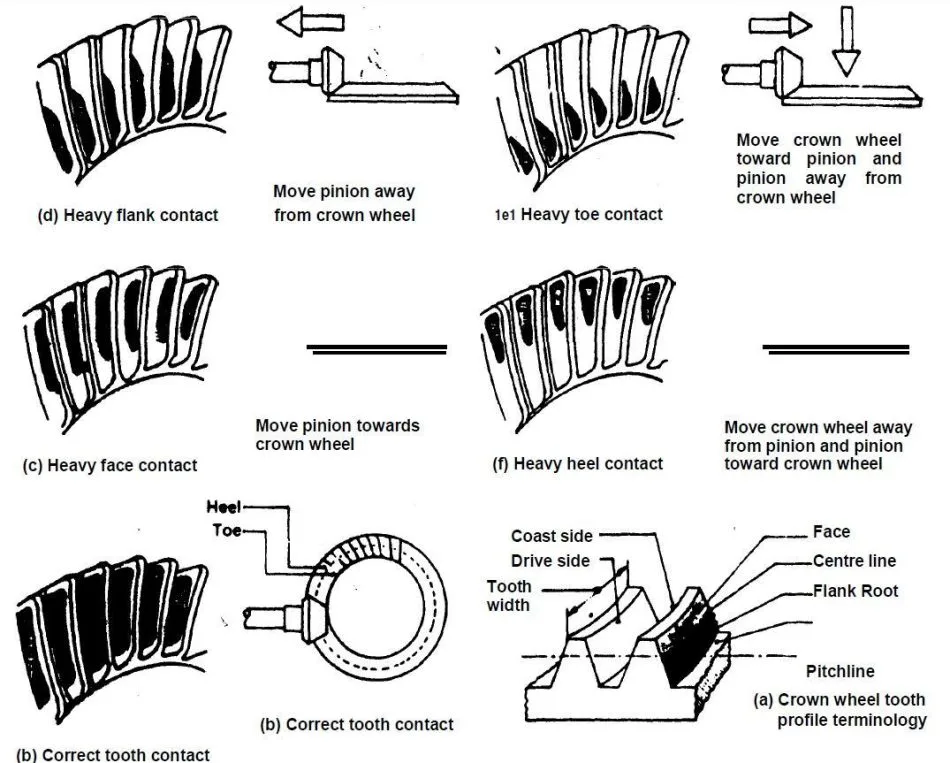
Pattern Too Close to Face (Top of Tooth)
- Cause: Pinion too shallow
- Correction: Increase pinion depth (add shim thickness behind pinion head)
A shallow pinion forces contact toward the outer diameter of the ring gear tooth.
Pattern Too Close to Flank (Root of Tooth)
- Cause: Pinion too deep
- Correction: Reduce pinion shim thickness
An excessively deep pinion drives the pattern toward the root of the tooth and often increases noise.
Pattern Toward Heel
- Cause: Excessive backlash
- Correction: Decrease backlash by moving the ring gear closer to the pinion
Pattern Toward Toe
- Cause: Insufficient backlash
- Correction: Increase backlash by moving the ring gear away from the pinion
Pattern Large and Washed Out
- Cause: Insufficient preload or inadequate load during checking
- Correction: Confirm bearing preload and recheck with proper resistance
The Relationship Between Backlash and Contact Pattern
Backlash alone does not determine gear mesh quality. Typical backlash specification ranges from 0.006″ to 0.010″, but this varies by axle design.
Adjusting backlash shifts the pattern horizontally (toe to heel).
Adjusting pinion depth shifts the pattern vertically (face to flank).
Understanding this directional influence is critical for efficient correction.
Many inexperienced installers attempt to correct vertical pattern issues with backlash adjustments. This approach leads to prolonged setup cycles and inconsistent results.
Drive Side vs. Coast Side Patterns
When evaluating a ring and pinion pattern, prioritize the drive side. It carries the majority of the load under acceleration.
However, coast-side evaluation is equally important for vehicles that experience engine braking or towing.
If the drive side is ideal but the coast side is significantly biased, recheck pinion depth and preload. Minor asymmetry can be acceptable, but extreme variation indicates misalignment.
Break-In and Pattern Stability
Even with a correct setup, new gears require break-in:
- Short drive cycles (15–20 minutes)
- Complete cooling between cycles
- Avoid heavy throttle during first 500 miles
- Change gear oil after initial break-in
Break-in stabilizes the contact surfaces and allows micro-polishing of tooth surfaces. Failure to follow break-in procedures can damage an otherwise properly set ring and pinion pattern.
Noise Diagnosis Using Pattern Analysis
Gear noise characteristics often correlate with pattern errors:
- Whine during acceleration: Pinion too deep or backlash too tight
- Whine during deceleration: Pinion too shallow
- Constant whine at all speeds: Bearing preload issue or severe misalignment
Pattern verification is the first diagnostic step before replacing components unnecessarily.
Performance Applications and Pattern Precision
In high-load environments—such as drag racing, off-road competition, or heavy towing—precision becomes even more critical.
Hypoid gears experience sliding friction that increases dramatically with torque. Slight pattern misalignment under street conditions can become catastrophic under racing loads.
For performance builds:- Target pattern centered with slight toe bias
- Maintain tighter backlash within spec
- Verify pinion bearing preload carefully
- Use high-quality gear oil
Professional builders often check patterns multiple times during final assembly to confirm stability.
Reusing Gears and Pattern Matching
When reinstalling used gears, maintaining the original wear pattern is essential.
If the ring and pinion were previously run together:
- Mark bearing caps and shims before disassembly
- Reinstall in original positions
- Avoid changing pinion depth unless absolutely necessary
Used gears develop a specific wear pattern. Altering setup geometry may create noise even if measurements fall within specification.
Factors That Influence Ring and Pinion Pattern Accuracy
Several variables can distort pattern readings. Inconsistent marking compound thickness, lack of rotational resistance, improper torque on bearing caps, incorrect carrier preload, and housing deflection can all affect the contact pattern. Always torque fasteners to specification before final evaluation, because a loosely assembled differential will not produce reliable results.
Even a perfect setup cannot fully compensate for poor gear manufacturing. Precision machining, controlled heat treatment, and accurate tooth geometry directly influence contact smoothness, noise levels, pattern symmetry, and durability. High-quality ring and pinion gears exhibit consistent tooth geometry across all teeth, resulting in repeatable contact patterns, while loose manufacturing tolerances make pattern optimization more difficult and increase setup time.
Final Verification Checklist
- Confirm backlash at multiple points around ring gear
- Confirm pinion preload
- Confirm carrier bearing preload
- Verify contact pattern under load
- Rotate assembly several full revolutions smoothly
- Check torque values
Rushing this stage leads to costly rework.
Conclusion
The ring and pinion pattern is the definitive indicator of correct differential setup. While backlash and shim measurements provide guidance, only the contact pattern reveals how the gears truly mesh under load.
A centered, well-defined pattern ensures quiet operation, optimal load distribution, and long service life. Whether you are rebuilding a stock axle or assembling a performance drivetrain, mastering pattern interpretation is essential technical knowledge.
If you are sourcing high-precision ring and pinion gearsets, XJXPARTS manufactures differential components with strict machining and heat-treatment control. For product inquiries or technical support, please contact us at: https://www.xjxgears.com/contact-us/